Persiapan file untuk cnc
Mesin CNC hanyalah sebuah alat yang tidak dapat melakukan apapun tanpa diprogram. Program cnc khususnya untuk 2D dibuat berdasarkan gambar vector yang dihasilkan dari program CAD, jadi gambar vector yang digunakan sangat menentukan hasil akhir produk. Vector yang dibutuhkan haruslah sesuai dengan kebutuhan spesifik mesin CNC.
Berikut cara persiapan file vector yang baik untuk diprogram ke mesin CNC:
Sebaiknya gambar dalam skala 1:1 dengan unit millimeter, harap beri keterangan bila bukan skala 1:1.
Deskripsikan dimesi (panjang x lebar x tebal) dan jenis material yang akan digunakan.
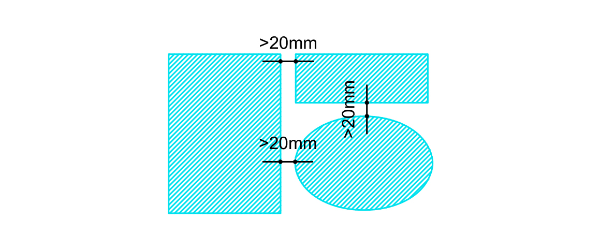
Beri ruang/jarak di semua sisi material untuk penjepit dan offset mata potong, jarak yang dibutuhkan antara 10mm sampai 20mm, tergantung kekerasan dan ketebalan material, misalnya untuk multipleks 18mm bisa sisakan space 12mm dan untuk multipleks 12mm harus sediakan space 20mm, angka aman 20mm bisa digunakan bila sisa material memungkinkan. Misalnya menggunakan multipleks ukuran 1220x2440x18, maka area aman yang bisa digunakan adalah 1200x2420 saja. Tidak perlu space bila menggunakan material utuh (tidak potong keliling). Bila dalam satu lembar material terdiri dari beberapa gambar terpisah, beri jarak juga antar bagian antara 12mm sampai 20mm.
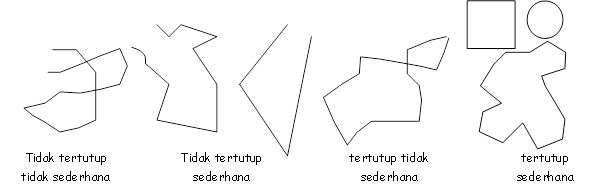
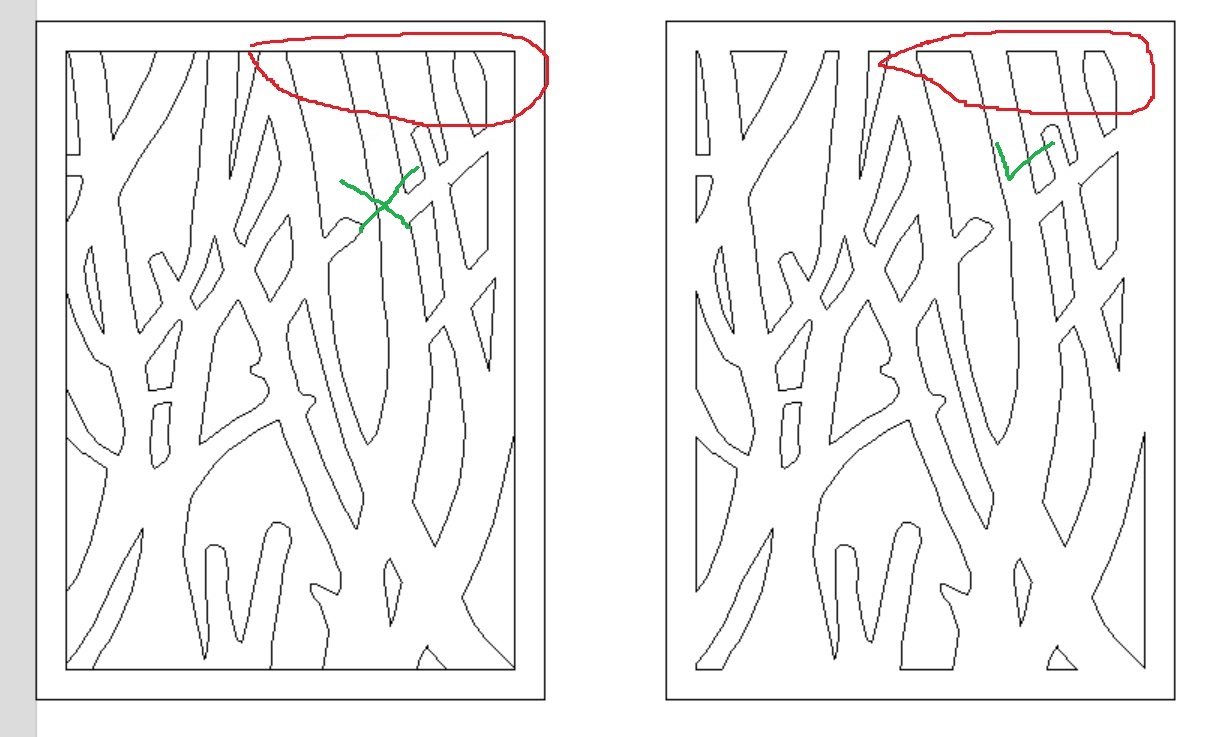
Vector untuk cutting harus dalam bentuk kurva tertutup sederhana, bila ada kurva yang bukan kurva tertutup sederhana harus di edit menjadi kurva tertutup sederhana (pangkal dan ujung harus bertemu, dan tidak saling memotong). Vector untuk engraving tidak perlu curva tertutup sederhana, bisa menggunakan semua jenis kurva karena toolpath nya "on the line" dan tidak potong tembus material.
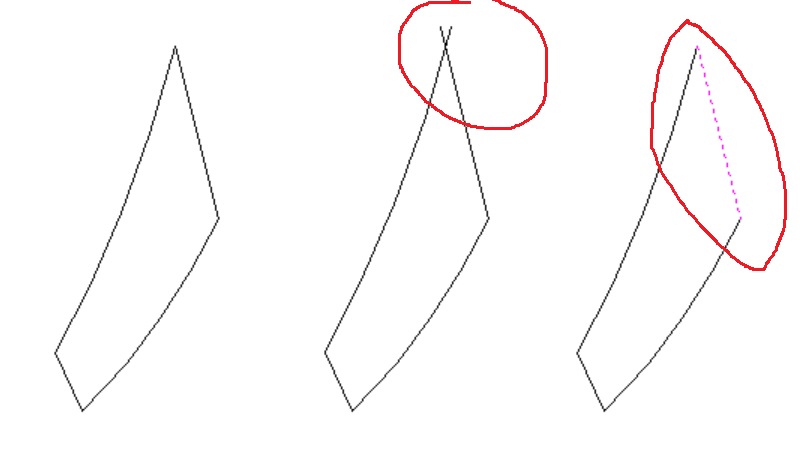
Dari gambar diatas, vector pertama adalah kurva tertutup sederhana sedangkan dua vector disampingnya merupakan vector dengan kurva tidak tertutup (dalam lingkaran merah).
Gambar vector tidak boleh overlap, kadang kita tidak sadar ada segmen gambar atau keseluruhan gambar dengan bentuk yang sama saling bertimpa (overlaping).
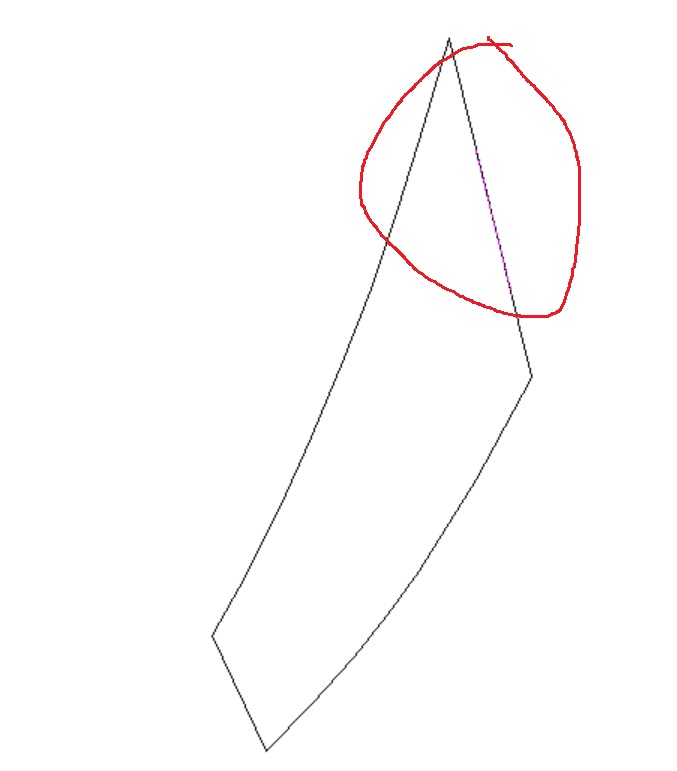
Contoh gambar dibawah ini ada satu segmen yang overlap (bertimpa) dengan vector utama (garis merah putus-putus yang dilingkar merah).
Bila ada perbatasan dengan border/frame, harus ada pemisahan yang jelas antara bagian yang gabung dengan frame dan bagian yang lepas dari frame. Gambar dibawah ini contoh vector dengan frame.
Kurangi jumlah node sebanyak mungkin untuk mendapatkan hasil cutting yang lebih mulus.
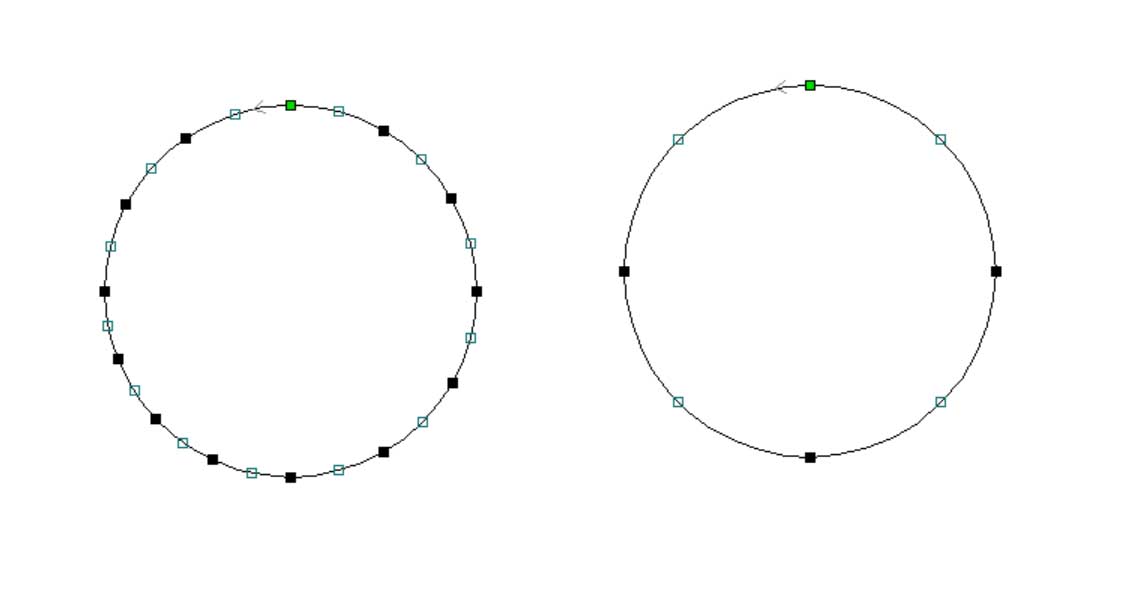
Kedua gambar vector diatas memiliki bentuk yang sama, tetapi hasil cutting gambar kedua akan lebih cepat dan lebih mulus dari gambar pertama karena jumlah node yang lebih sedikit, mekanisme pergerakan mesin lebih sedikit melakukan acceleration dan deceleration pada vector dengan sedikit node.
Mesin CNC memotong material menggunakan mata endmill, biasaya menggunakan diameter 3.175mm dan 4mm, tergantung ketebalan material. Ada tiga jenis toolpath sehubungan dengan offset terhadap garis vector, yaitu "on the line", "inside the line" dan "outside the line":
Gambar dibawah ini menunjukkan ketiga jenis toolpath:
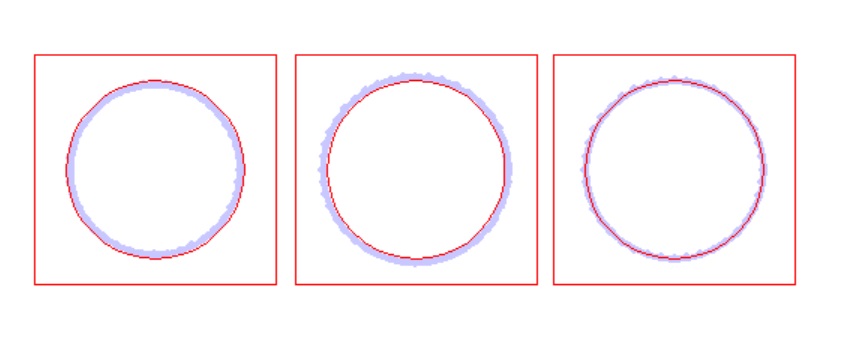
Toolpath pertama adalah inside the line. Toolpath (lintasan mata potong yang berwarna ungu) berada dalam lingkaran, mode ini biasanya digunakan untuk hasil akhir segi empat dengan bolong melingkar ditengahnya, sedangkan gambar lingkaran didalam adalah bagian yang dibuang.
Toolpath kedua outside the line. Toolpath berada diluar lingkaran, biasa nya digunakan untuk mengambil bagian lingkarannya, sedangkan segi empat diluar adalah bagian yang dibuang.
toolpath ketiga on the line (jarang digunakan). Toolpath berada tepat diatas garis vector, biasanya untuk mengambil kedua bagian, yaitu segiempat dan lingkaran tetapi dimensi masing-masing bagian akan terkompensasi setengah diameter mata potong.
Sebaiknya semua vector dengan mode toolpath yang sama diletakkan dalam layer yang sama atau dengan warna yang sama, misalnya yang inside menggunakan warna hijau dan outside menggunakan warna biru.
Lebar toolpath tergantung mata potong yang digunakan, bila menggunakan mata potong 4mm (mata yang sering digunakan), maka lebar toolpath adalah 4mm juga.
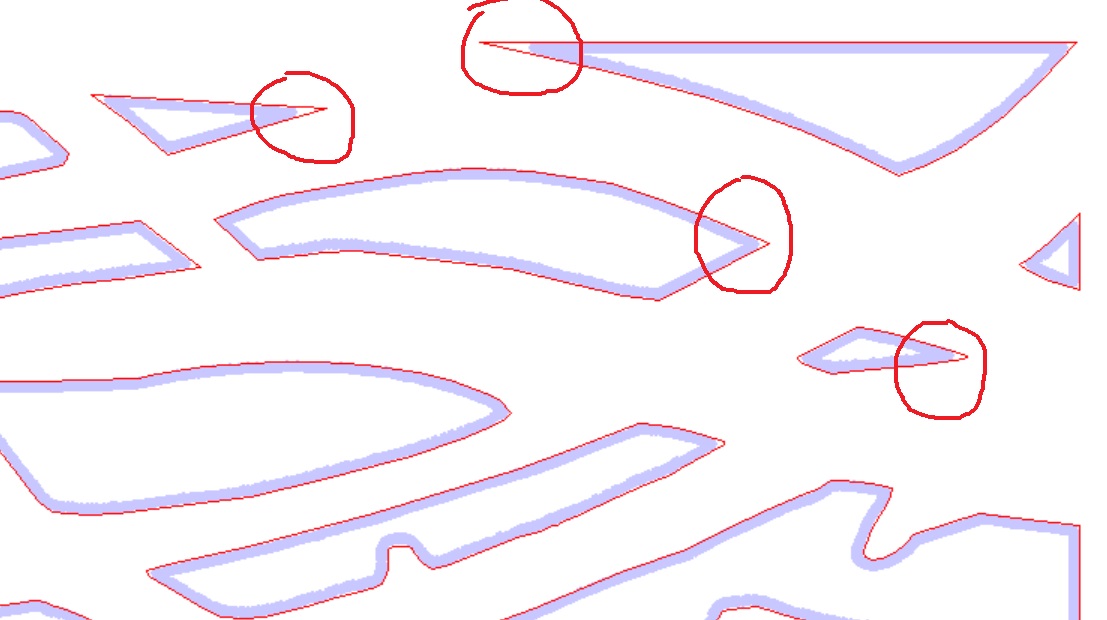
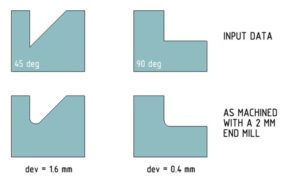
Radius sudut internal, karena proses pemotongan (cutting) menggunakan mata potong 3.175mm atau 4mm, maka semua sudut internal akan membentuk radius setengah ukuran mata potong, karena itu tidak mungkin membentuk sudut internal yang tajam seperti gambar vectornya
Ini adalah sifat alamiah mesin cnc router, tidak ada hubungannya dengan gambar anda, kecuali anda membuat part berpasangan maka harus dibuatkan kompensasi sudut internal agar bisa saling menyambung dengan akurat.
Contoh internal radius seperti gambar dibawah ini, perhatikan toolpath (lintasan mata potong yang berwarna ungu) tidak dapat mengikuti sudut tajam gambar vectornya (warna merah). Hasil akhir material yang diproses akan mengikuti garis ungu dan bukan garis merah.
Kirimkan hanya bagian gambar yang akan di cutting saja, bila gambar tersebut merupakan bagian dari seluruh "blue print" project anda.
Untuk saat ini kami hanya menyediakan jasa cnc saja, tidak termasuk finishing dan aplikasi pemasangan.
Ingat bahwa membuat gambar yang baik lebih mudah daripada memperbaiki hasil akhir produk (karena kesalahan desain).